此处开始正文

通过日常的创新克服个体的残障。
点击以下按钮来显示各类别的实例
所有
符合残障人士检验位置的改进
产品和材料显微镜检验操作
工作范围的扩张生产性
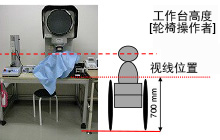
工作台由非残障人士使用。
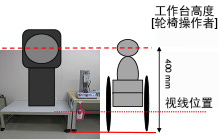
考虑轮椅作业人员的目视位置以及工作台高度,使轮椅作业成为可能。
有问题的工序引进新设备
架子和底座的热嵌缝操作
质量生产性

(1) 改变工序时要花费大量时间来调整。
(2) 管理加热器温度有困难。
(3) 很难看到计数显示。

(1)引入专用零部件,改变工序时无需进行调整。
(2)通过增设加热器稳定温度。
(3)安装清晰的触控面板,使状态可视化。
使用夹具将配件安装到工件上
配件安装
质量工作范围的扩张生产性
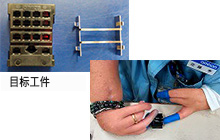
对于指尖没有力量的残障人士来说,安装作业非常困难。

使用配件安装夹具,任何人都能可完成作业,1次所需的安装时间从8秒缩短到仅需3秒。
检验工序的改进
嵌合作业后将工件放入检验装置的操作
生产性
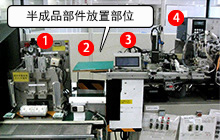
(1) 嵌合作业后的工件
(2) 移位器
(3) 传送带
(4) 检验装置
因为有移位工序,可放入工件的数量有限。
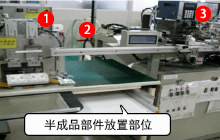
(1) 嵌合作业后的工件
(2) 传送带
(3)检验装置
传送带被延长,以及移位工序被取消,增加了可放入工件的数量。
通过固定夹具使焊接作业稳定化
导线的焊接作业
生产性
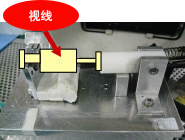
执行焊接作业时,长时间专注操作部位会让作业人员产生疲劳。

固定夹具让作业人员的视线位置能够对齐工件,从而减少作业人员的疲劳。
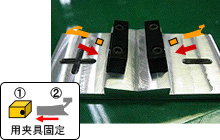
通过夹具简化捺印作业
批号捺印作业
质量生产性
因为是人工操作,捺印位置会有偏差。

通过使用固定夹具,捺印位置整齐,1次所需的捺印时间从10秒缩短到仅需4秒。
通过夹具简化部件装配方法
轴装配作业
工作范围的扩张生产性
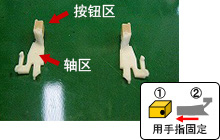
使用手指压住小部件的操作需要熟练的经验,作业人员有限。
在借助夹具压住部件的情况下,任何人都能可完成作业,1次所需的装配时间从10秒缩短到7 - 8秒。
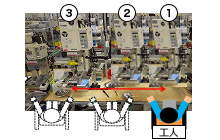
重组生产线以提高生产性
生产线的统合
生产性

之前的生产线在每道工序上都安排了人员。

多种流程现在可以在单道工序内完成。
改进设备以提高效率
滑动片高度检验
工作范围的扩张生产性

改变工序时,需要移动检验设备,这对于轮椅作业人员来说是个困难的操作。
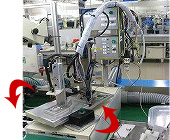
现在检验设备可以旋转,让工序变更步骤变得更加简单,即使是轮椅作业人员也能够非常方便地进行操作。
简化导线的粘合剂涂敷作业
在开关的导线上涂敷粘合剂
作业范围扩大质量生产性

过去这是一项困难的作业,需要2名具有粘合剂应用经验的工人,必须站立操作。
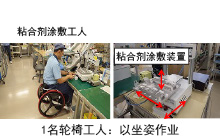
引入粘合装置,通过半自动化简化了作业工序。 这使得1名轮椅工人即可完成作业,实现了作业范围扩大。即使不是这一工序的特定工人,也能执行该作业工序。
改进印刷工序
印刷产品型号和批号,然后组合产品的作业
作业范围扩大质量
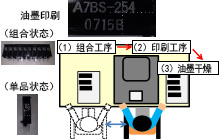
过去组合产品是耗时的,印刷机橡胶印模的调整比较难,需要由特定人员进行作业。(每次组合作业45秒) 印刷油墨需要时间干燥。(2小时干燥时间)
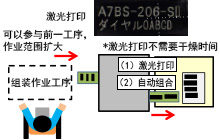
通过引入激光打标机和组合自动化设备,可以节省印模调整和油墨干燥的时间。这使得工人能够参与前一工序,从而实现了作业范围扩大。 即使不是这一工序的特定工人,也能执行该作业工序。
轮椅工人的作业工序改进
铆接部件A和B的销钉并组装部件C的作业
作业范围扩大生产性
执行下一作业工序所需的侧向运动,对于轮椅工人来说通常很困难。(每次侧移5秒)
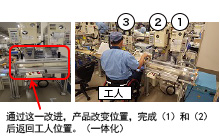
通过引入夹具来移动产品位置,无需轮椅工人移动。
配合残疾人进行调整,从而改进检查设备
使用检查设备评估产品合格的作业
作业范围扩大质量

检查期间发现产品不合格时,蜂鸣器通常会发出声音。虽然不合格产品会被收集到指定的红色容器中,但是该过程由工人自行决定。
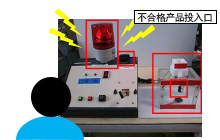
额外配备具有旋转警示灯的检查设备,通过声音和视觉警示检查工人,从而扩大听力残疾工人的作业范围。 如果不合格产品未放入指定的红色容器,则会导致检查设备停止运行,有助于防止人为错误。
减轻压装作业负担
开关柜压装作业工序
作业范围扩大生产性

以前通过手动作业完成产品的压装。需要体力才能完成这项重体力作业。(训练有素的工人每件6秒)
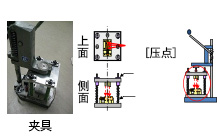
通过采用压装夹具,即使不是这一工序的特定工人,也能执行该作业工序,并且减轻了作业负担。(每件2秒)。